- 排行
- 品牌
- 问答
- 资讯
- 百科
- 帖子
0 基本参数
1 性能
它具有美化装饰和保护的功能。产品对象主要为手机(LENS)镜片、MP3镜片等小尺寸产品。
2) 产品性能
A、极好的表面光洁度;
B、极高的表面硬度和超强的抗划伤能力;
C、较好的表面强度;
D、精确的尺寸控制;
E、具有极好的金属视觉效果。
F:表面硬度高,莫氏硬达8H,耐划伤,透光度良好.
3)产品结构
平片、卜面、单桥、双桥、批花、异形等
3)产品表面处理
真空镀膜、丝印、镭射、幻彩、镀金刚膜、AR膜、AF膜、AS膜特殊工艺为生产特色
2 工艺
开料:
将玻璃开成比产品大300-400个C,再转到下工序生产;
车边:
将开料过来的材料进行成型加工,加工成与客户提供的图纸一致的形状;
开槽:
将要求有槽位的产品进行开槽。
倒边;
将车边完成的产品进行磨边处理,按客户要求达到外观和性能的要求;
精雕:
主要将需要打孔和开台阶等一般工艺做不到的玻璃产品进行加工
平磨:
将倒边完成的产品进行表面光洁度的要求,且控制玻璃的厚度要求;
加硬:
将平磨加工完成的产品进行强化处理,使玻璃的表面硬度和抗冲击性能提
高,从而达到客户要求;
电镀/丝印:
将平磨完成的白片产品进行电镀效果处理,达到镜片要求的效果;
包装:
将效果处理完成且达到客户要求的产品进行清洗、检验、包装。
3 检测测量
一、工件及测量需求说明
如表:
| 工件属性 | 玻璃 | 备注 |
| 规格 | 110*60*1mm | |
| 检测元素 | 长、宽、圆、中心线、与CAD图做比对 | |
| 精度要求 | 0.05mm | |
| 批量or抽检 | 批量检测、直接把数据丢到EXCL | |
| 检测难点 | 速度快,重复性好,因产品的边为倒角,所以对光线要求高,要求每台机测量同一产品误差在0.005mm内,丝印的边上有很多锯齿状,对软件的测量要求高,不然难达到标准 | |
| 环境要求 | 在恒温下测量: 20~25℃ | |
| 归类产业 | 手机(触摸屏,面板) |
二、待测工件或产品照片
全方位的照片(正面、正上、侧45度(两张)、正上45度)。
三、检测项目、方法等
如表:
| 检测项目 | 检测方法 | 测量技巧 | 检测分析 |
| 产品边长宽 | 用软件线去毛边功能测量方法,并注意毛边的方向 | 1.要注意夹具的材质是否会影响光线, 2.透明或半透明的夹具会使产品的误差大 | 产品边在加工时因机器不稳定或所用的加工刀具磨损影响边的直线度,而直线度会直接影响到产品的质量,所以用线的去毛边功能会很好把此线的真实情况反映出来,另外毛边方向也会影响产品的长宽精度 |
| 丝印长宽 | 用线去毛边功能测量,并注意抓毛边的方向,如下图: | 1.注意锯齿状的边是否会抓偏, 对软件的筛选功能要求高,不然会抓偏2.对有不良丝印,如透光,会对抓边的方向有影响 | 影响丝引不良的状况有: A,油墨温度,厚度不均匀,搅拌不均匀,浓度, B.印刷机器不稳定。C.所用的标准网板不够精确,D.操作人员对机器调试不当。 根据以上不良情况,推荐用去毛边分析功能 |
| 圆角边上的七段弧 | 用比对功能 | 根据产品特征定基准,选最适合的基准方案,尽量减少误差, 把CAD图定同一基准,注意CAD图与产品轮廓的比对 | 产品四个角上都有七段弧,而此弧边因切点不好确定所以量测弧时产生的误差比较大,所以一般用CAD比对功能 |
| 中心线交点距离 | 用角平分线功能 | 注意抓的边是否与产品的边吻合, 与产品边不吻合的线对交点距离影响大 | 求此距离目的:主要看丝印边与产品边的平行度是否符合要求,如达不到要求会影响整个产品的外观 |
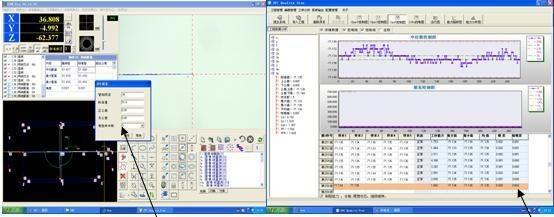
四、 结果分析
所有检测出来的数据由软件的SPC板块管制,并自动生成CPK/CP等,减少人工操作,提高效率,降低成本。
编程时数据管制图: 要测量的SPC数据及分析图: