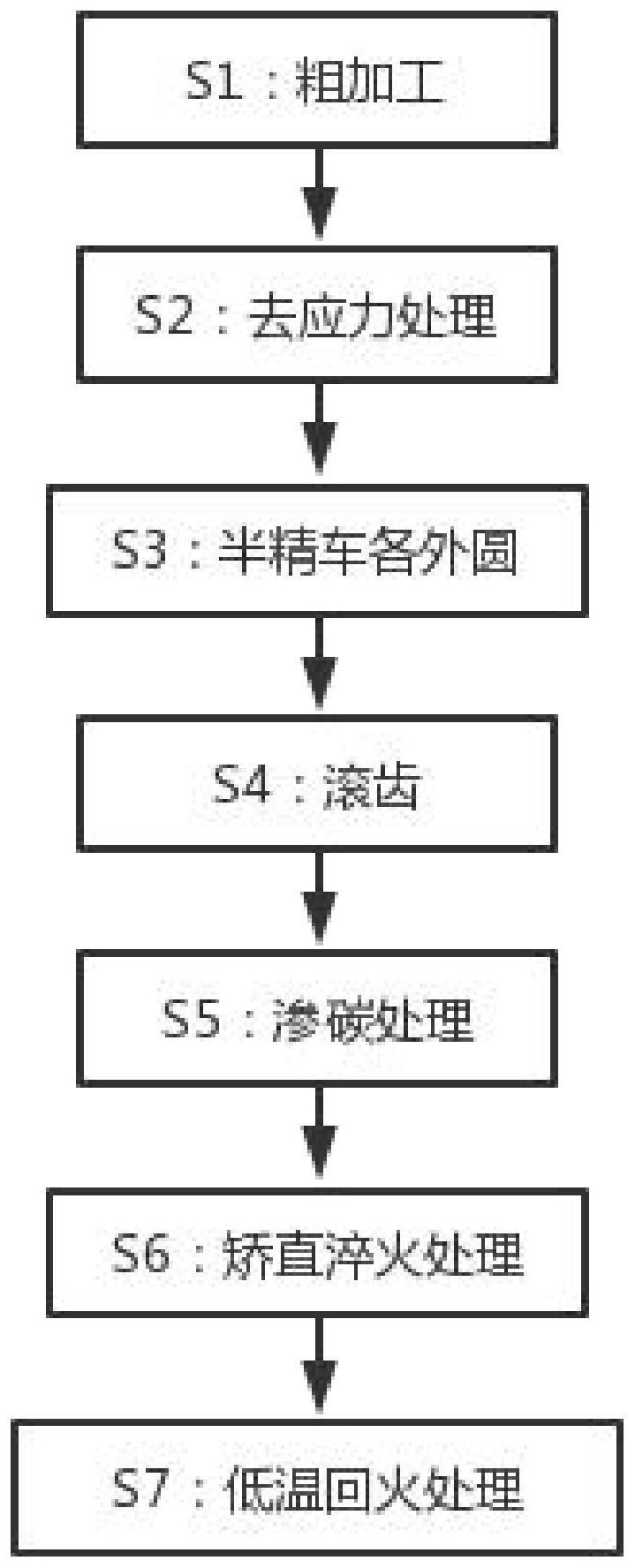
本发明涉及一种大型细长齿轮轴渗碳淬火弯曲变形控制方法,包括7个步骤,分别为粗加工、去应力处理、半精车各外圆、滚齿、渗碳处理、矫直淬火处理和低温回火处理,在淬火装胎时,通过在齿轮轴外凸侧中部抵靠支撑件,利用齿轮轴淬火过程中的两侧冷却差异导致的组织转变差异,实现零件淬火后减小或纠正大型齿轮轴弯曲变形,相较于现有技术,本发明不需要设计专用工装,校正工期短、成本较低;同时,适当降低淬火温度(比正常淬火温度降低10℃‑15℃)和硝盐含水量(比正常淬火硝盐含水量降低0.3%‑0.5%),以减小零件的整体变形量,也有利于齿轮轴矫直。